Aktualności
Profesjonalny producent niestandardowych naklejek od 2005 r.
Język
Profesjonalny producent niestandardowych naklejek od 2005 r.
Mówiąc prościej, proces produkcji etykiet samoprzylepnych obejmuje trzy procesy: przygotowanie do druku, drukowanie i obróbkę po prasie. Obróbka po prasie obejmuje wiele procesów, w tym laminowanie, tłoczenie na gorąco, sztancowanie, dzielenie itp. W całym procesie produkcyjnym temperatura otoczenia ma ogromny wpływ na jakość i wydajność etykiet samoprzylepnych. Na przykład norma przemysłu mechanicznego JB/T 9111-1999 „Maszyna do drukowania etykiet samoprzylepnych” wymaga, aby temperatura środowiska drukowania wynosiła 20 ℃ ± 2 ℃, a norma branżowa dotycząca prasy i publikacji CY/T 93-2013 „Technologia drukowania „Jakość i metody kontroli etykiet samoprzylepnych” wymaga, aby temperatura testu wynosiła 23 ℃ ± 5 ℃. Jednak rzeczywista sytuacja wielu przedsiębiorstw poligraficznych jest trudna do osiągnięcia odpowiedniej temperatury do drukowania, co spowoduje szereg problemów z jakością produktu.
Jak sprawić, by produkcja etykiet samoprzylepnych przebiegła zimę sprawnie?
W dużym uproszczeniu proces produkcji etykiet samoprzylepnych obejmuje trzy procesy: przygotowanie do druku, drukowanie i obróbkę po druku. Obróbka po prasowaniu obejmuje wiele procesów, w tym laminowanie, tłoczenie na gorąco, sztancowanie, dzielenie itp. W całym procesie produkcyjnym temperatura otoczenia ma ogromny wpływ na jakość i wydajność produktów z etykietami samoprzylepnymi. Na przykład norma branżowa mechaniczna JB/T 9111-1999 „Maszyna do drukowania etykiet samoprzylepnych” wymaga, aby temperatura środowiska drukowania wynosiła 20 ℃± 2 ℃, a norma branżowa prasowa i wydawnicza CY/T 93-2013 „Technologia drukowania , Jakość etykiet samoprzylepnych i metody kontroli” wymaga, aby temperatura testowa wynosiła 23 ℃ ± 5 ℃. Jednak rzeczywista sytuacja wielu przedsiębiorstw poligraficznych utrudnia osiągnięcie odpowiedniej temperatury do drukowania, co spowoduje szereg problemów z jakością produktu.
Analiza problemu:
Surowce nr 1, jak pokazano na rysunku 1, większość klejów do warstwy kleju etykiety samoprzylepnej to polimery organiczne, które są w dużym stopniu zależne od temperatury. Innymi słowy, ich właściwości mechaniczne i lepkosprężystość różnią się w zależności od temperatury środowiska zewnętrznego i temperatury środowiska przechowywania produktu. Wybierz i skonfiguruj kleje o różnej lepkości początkowej i utrzymaniu lepkości, aby dostosować się do różnych środowisk użytkowania i jeszcze bardziej zaspokoić potrzeby klientów w zakresie produkty.
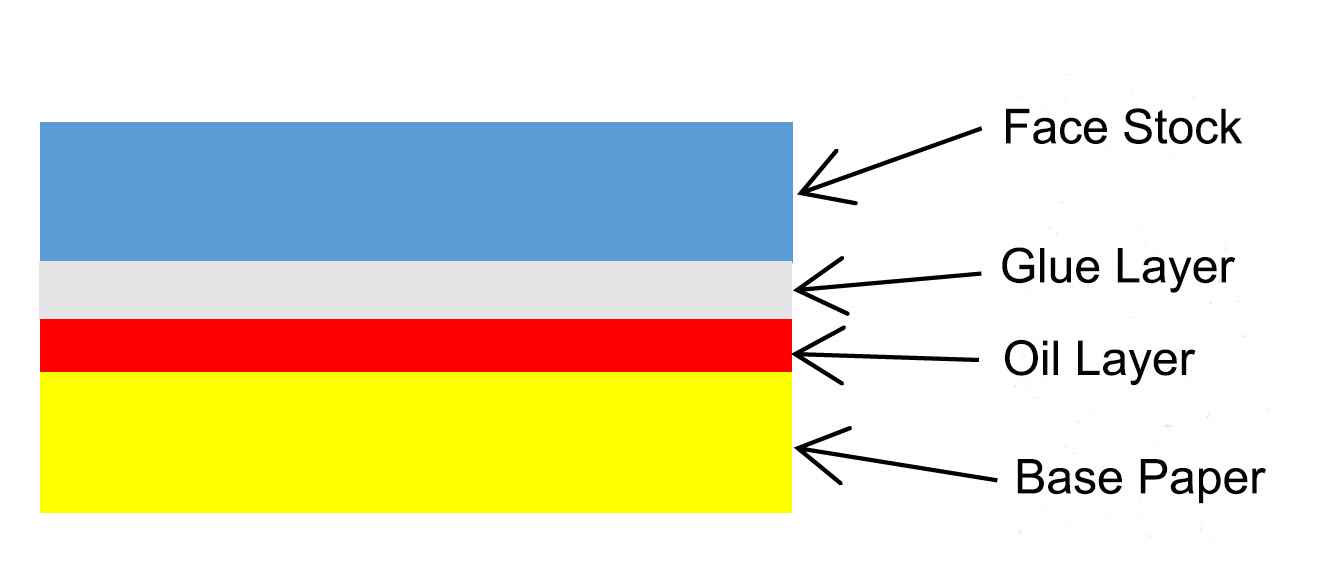
Rysunek 1 Schemat struktury etykiety samoprzylepnej
Druk nr 2. Temperatura otoczenia ma również duży wpływ na drukowanie. Szczególnie zimą, przy braku ogrzewania i klimatyzacji, temperatura zewnętrzna jest niska, co skutkuje niską temperaturą maszyn, atramentu i materiałów drukarskich. Weźmy na przykład druk offsetowy, jego zasada drukowania polega na dokończeniu przenoszenia atramentu poprzez równowagę atramentu i wody, to znaczy cylinder płyty drukarskiej najpierw styka się z wałkiem wodnym, tak że najpierw nawadniana jest niegraficzna, hydrofilowa część płyty drukarskiej , następnie kontaktuje się z wałkiem farbowym, w wyniku czego część graficzna zostaje zatuszowana, następnie farba z części obrazowej na płycie drukarskiej jest najpierw przenoszona na obciągę, a cylinder obciążnikowy przenosi obraz atramentowy na materiał drukarski pod działaniem rolka dociskowa. Jeśli temperatura maszyny i sprzętu jest niska, efekt przenoszenia będzie poważnie zakłócony. Jednocześnie niska temperatura atramentu będzie prowadzić do jego wysokiej lepkości i niskiej płynności, co uniemożliwi dobry przepływ atramentu pomiędzy wałkami atramentowymi, co spowoduje, że transfer atramentu nie będzie gładki i równomierny, co spowoduje nierówny kolor atramentu na powierzchni druku, co wpłynie na efekt obrazu na materiałach drukarskich i zmniejszy ilość drukowanego materiału. Jak pokazano na rysunkach 2 i 3, pokazano lokalne wady dwóch różnych produktów. Wśród nich prawa strona kodu kreskowego na rysunku 2 ma wady druku, a górna strona atramentu w kolorze magenta na rysunku 3 ma wady druku.

Rysunek 2 Wada druku po prawej stronie kodu kreskowego
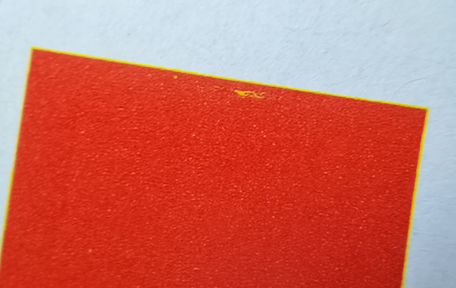
Postać 3 Wady druku na górnej stronie atramentu w kolorze magenta
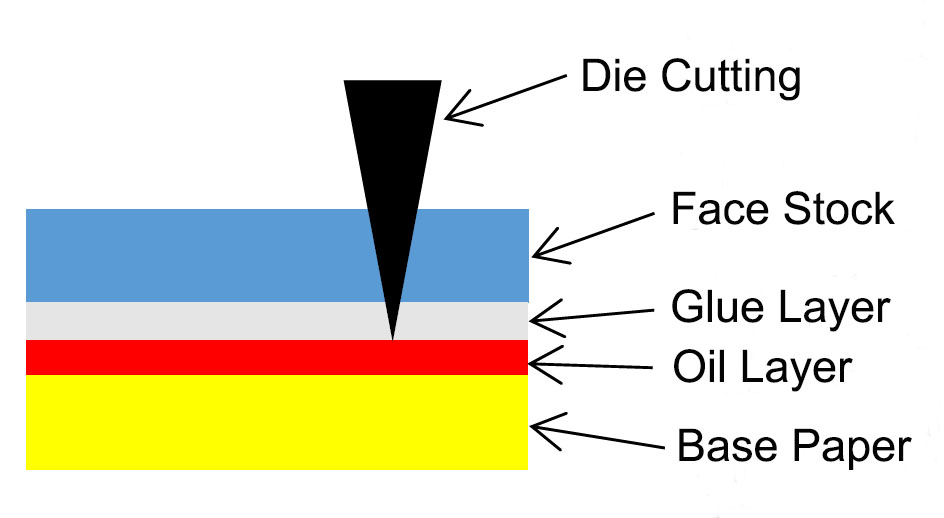
Wykrawanie nr 3, jakość efektu sztancowania jest związana nie tylko z problemami związanymi z samą płytą wykrawającą i ciśnieniem, ale także zewnętrzna temperatura otoczenia będzie miała wpływ na proces produkcji sztancowania. Precyzyjne sztancowanie oznacza, że nóż sztancujący przecina jedynie wierzchni materiał i warstwę kleju (jak pokazano na rysunku 4), natomiast niewłaściwe sztancowanie można podzielić na dwie sytuacje: płytkie sztancowanie (jak pokazano na rysunku 5) i głębokie sztancowanie (jak pokazano na rysunku 6). Wśród nich płytkie sztancowanie powoduje wyrywanie etykiet przez złom, natomiast głębokie sztancowanie powoduje pękanie lub zabieranie papieru spodu przez etykiety. Przy niskiej temperaturze otoczenia zmniejsza się płynność kleju w materiale samoprzylepnym, co prowadzi do niedokładnego odcięcia warstwy kleju w procesie sztancowania, co będzie prowadzić do zjawiska odrzutu etykiety, które nie tylko zmniejsza prędkość produkcji, ale także wpływa na jakość produktu.
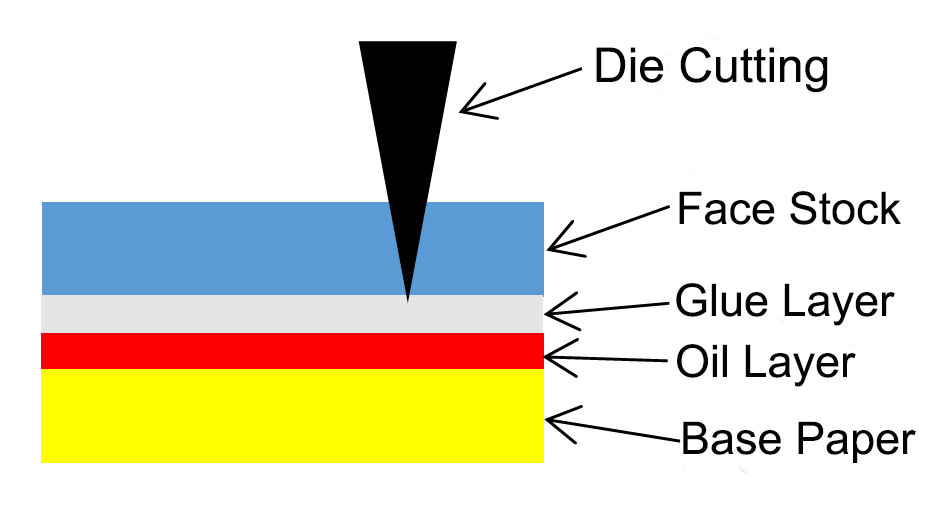
Rysunek 4 Wykrawarka po prostu odcina materiał wierzchni i warstwę kleju
Rysunek 5 Płytkie sztancowanie
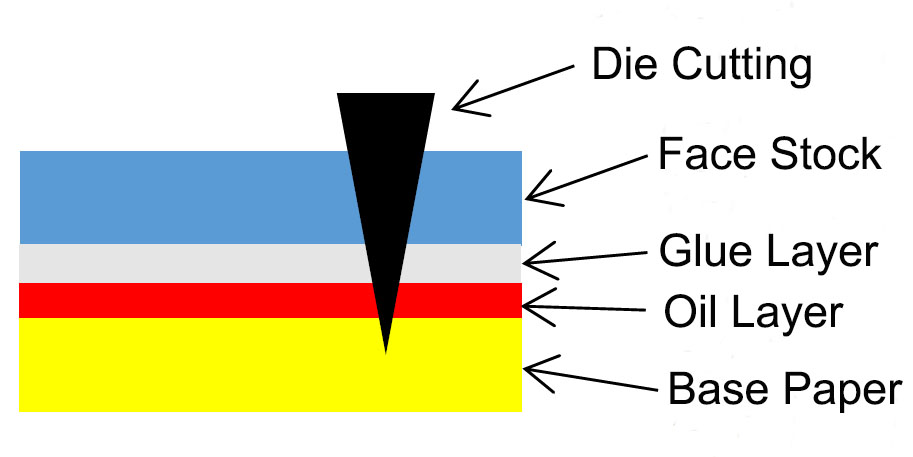
Rysunek 6 Głębokie sztancowanie
Jeśli masz więcej pytań, napisz do nas
Po prostu zostaw swój adres e-mail lub numer telefonu w formularzu kontaktowym, abyśmy mogli świadczyć Ci więcej usług!

Dysponujemy dobrze wyposażonym sprzętem testowym i dużym zapleczem technicznym, posiadamy kilka maszyn do druku rotograwiurowego do wewnątrz oraz w pełni zautomatyzowane maszyny do drukowania etykiet.
Copyright © 2026 Shanghai Pure-easy Label Printing Co., Ltd. - Wszelkie prawa zastrzeżone.