Професионални произвођач налепница по мери од 2005
Језик
Професионални произвођач налепница по мери од 2005
Поједностављено речено, процес производње самолепљивих етикета обухвата три процеса: припрему за штампу, штампу и обраду после штампе. Обрада након штампе укључује многе процесе, укључујући ламинацију, вруће штанцање, сечење, дељење, итд. У целом производном процесу, температура околине има велики утицај на квалитет и перформансе производа са самолепљивим етикетама. На пример, стандард механичке индустрије ЈБ/Т 9111-1999, „Машина за штампање лепљивих етикета” захтева да температура окружења за штампање буде 20 ℃± 2 ℃, а стандард индустрије штампе и публикација ЦИ/Т 93-2013, „Технологија штампања , Квалитет лепљивих етикета и методе инспекције“ захтева да температура испитивања буде 23 ℃ ± 5 ℃. Међутим, у стварној ситуацији многих штампарских предузећа тешко је постићи одговарајућу температуру за штампање, што ће довести до низа проблема са квалитетом производа.
Како да производња самолепљивих етикета несметано прође зиму?
Поједностављено речено, процес производње самолепљивих етикета обухвата три процеса: припрему за штампу, штампу и обраду после штампе. Обрада након штампе укључује многе процесе, укључујући ламинацију, вруће штанцање, сечење, дељење, итд. У целом производном процесу, температура околине има велики утицај на квалитет и перформансе производа са самолепљивим етикетама. На пример, стандард механичке индустрије ЈБ/Т 9111-1999, „Машина за штампање лепљивих етикета” захтева да температура окружења за штампање буде 20 ℃± 2 ℃, а индустријски стандард штампе и публикација ЦИ/Т 93-2013, „Технологија штампања , Квалитет лепљивих етикета и методе инспекције“ захтева да температура испитивања буде 23 ℃ ± 5 ℃. Међутим, у стварној ситуацији многих штампарских предузећа је тешко постићи одговарајућу температуру за штампање, што ће довести до низа проблема са квалитетом производа.
Анализа проблема:
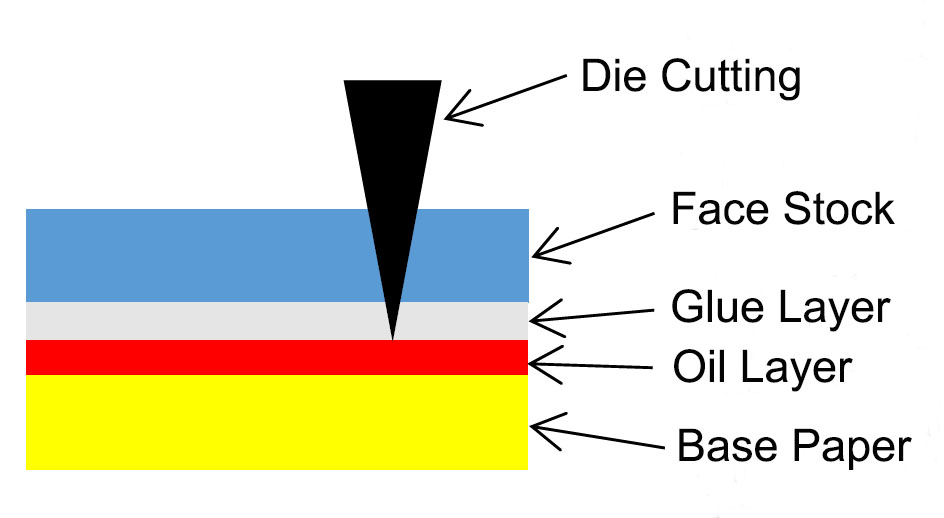
Сировине бр.1, као што је приказано на слици 1, већина лепкова за слој лепка самолепљиве етикете су органски полимери, који веома зависе од температуре. Другим речима, њихова механичка својства и вискоеластичност варирају са температуром спољашњег окружења и температуром окружења за складиштење производа. Изаберите и конфигуришите лепкове са различитим почетним вискозитетом и задржавањем вискозитета како би се прилагодили различитим окружењима употребе и даље задовољили потребе купаца за производи.
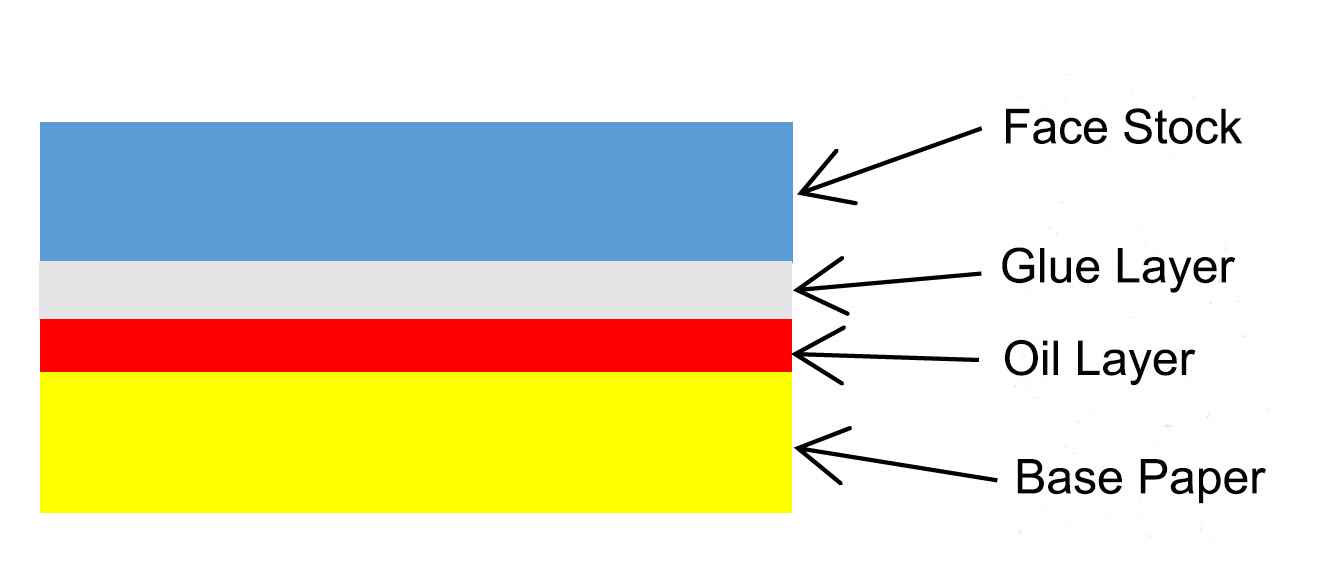
Слика 1 Структурни дијаграм лепљиве етикете
Штампање бр.2, температура околине такође има велики утицај на штампање. Нарочито зими, у недостатку грејања и климатизације, спољна температура је ниска, што резултира ниском температуром машина, мастила и материјала за штампање. Узмимо за пример офсет штампање, његов принцип штампања је да заврши пренос мастила кроз равнотежу мастила и воде, то јест, цилиндар штампарске плоче први долази у контакт са воденим ваљком, тако да се неграфички хидрофилни део штампарске плоче прво залива водом. , затим контактира са ваљком за мастило, тако да се графички део нанесе мастилом, затим се мастило дела слике на штампарској плочи прво пребацује на ћебе, а цилиндар покривача преноси слику мастила на материјал за штампање под дејством притисни ваљак. Ако је температура машине и опреме ниска, ефекат преноса ће бити озбиљно погођен. У исто време, ниска температура мастила ће довести до високог вискозитета и ниске флуидности мастила, што ће спречити да мастило добро тече између ваљака мастила, што доводи до тога да пренос мастила није гладак и уједначен, што доводи до неуједначена боја мастила на површини за штампање, што ће утицати на ефекат слике на материјалима за штампање и смањити количину штампаног материјала. Као што је приказано на слици 2 и слици 3, приказани су локални дефекти два различита производа. Међу њима, десна страна баркода на слици 2 има грешке у штампању, а горња страна магента поља мастила на слици 3 има грешке у штампању.

Слика 2 Дефект у штампању на десној страни бар кода
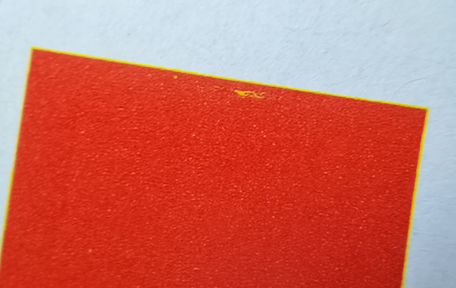
Слика 3 Дефекти штампања на горњој страни магента поља мастила
НО.3 сечење, квалитет ефекта сечења није само повезан са проблемима саме плоче за сечење и притиска, већ ће и спољашња температура околине утицати на производни процес сечења. Прецизно сечење значи да нож за сечење само сече површински материјал и слој лепка (као што је приказано на слици 4), док се неправилно сечење може поделити на две ситуације: плитко сечење (као што је приказано на слици 5) и дубоко сечење (као што је приказано на слици 6). Међу њима, плитко изрезивање проузрокује да се етикете однесу отпадом, а дубоко сечење проузрокује да се доњи папир ломи или га налепнице однесу. Када је температура околине ниска, флуидност лепка у самолепљивом материјалу опада, што доводи до неуспеха да се слој лепка добро одсече током процеса сечења, што ће довести до појаве одбацивања етикета, што само смањује брзину производње, али утиче и на квалитет производа.
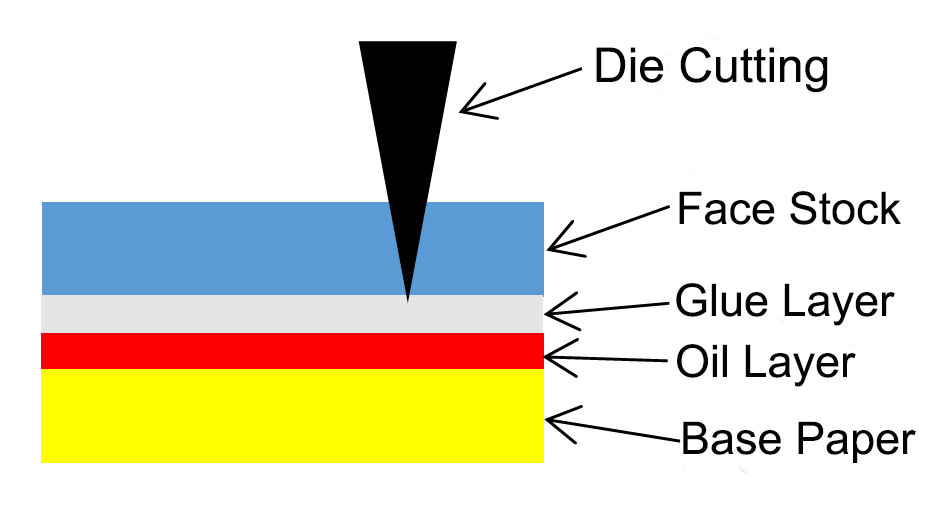
Слика 4 Маска за сечење само одсече површински материјал и слој лепка
Слика 5 Плитко сечење
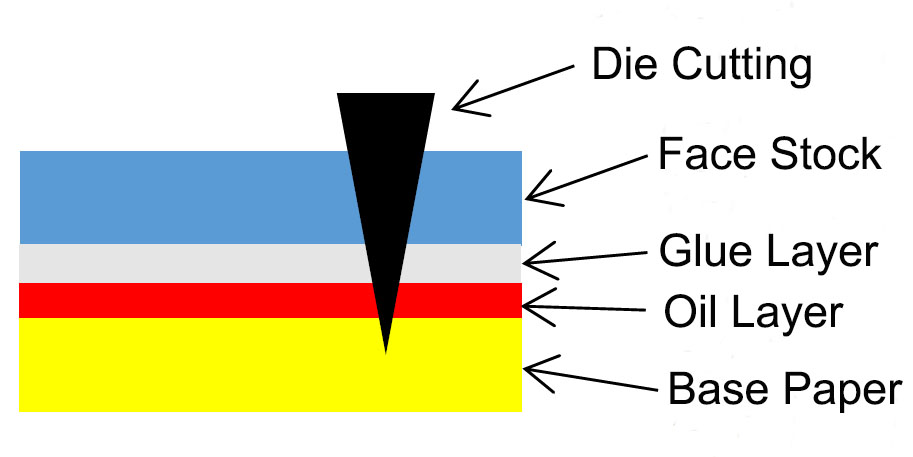
Слика 6 Дубоко сечење
Ако имате још питања, пишите нам
Само оставите своју е-пошту или број телефона у контакт форми како бисмо вам могли пружити више услуга!

Са добро опремљеном опремом за тестирање и јаком техничком снагом, имамо неколико машина за унутрашњу ротографску штампу и потпуно аутоматске машине за штампање етикета.
Ауторско право © 2026 Схангхаи Пуре-еаси Лабел Принтинг Цо., Лтд. - Сва права задржана.