Ammattimainen räätälöityjen tarrojen tulostusvalmistaja vuodesta 2005
Kieli
Ammattimainen räätälöityjen tarrojen tulostusvalmistaja vuodesta 2005
Yksinkertaisesti sanottuna tarrojen tuotantoprosessi sisältää kolme prosessia: prepress, painatus ja jälkikäsittely. Puristuksen jälkeiseen käsittelyyn kuuluu monia prosesseja, mukaan lukien laminointi, kuumaleimaus, stanssaus, jakaminen jne. Koko tuotantoprosessissa ympäristön lämpötilalla on suuri vaikutus tarratuotteiden laatuun ja suorituskykyyn. Esimerkiksi mekaanisen teollisuuden standardi JB/T 9111-1999 "Tarratulostuskone" edellyttää, että tulostusympäristön lämpötila on 20 ℃± 2 ℃, ja paino- ja julkaisualan standardi CY/T 93-2013 "Tulostustekniikka" , Tarran laatu ja tarkastusmenetelmät" edellyttää, että testilämpötila on 23 ℃± 5 ℃. Kuitenkin monien painoyritysten todellinen tilanne on vaikea saavuttaa sopivaa tulostuslämpötilaa, mikä aiheuttaa sarjan tuotteiden laatuongelmia.
Kuinka saada tarrojen tuotanto sujumaan talven yli?
Yksinkertaisesti sanottuna tarrojen tuotantoprosessi sisältää kolme prosessia: prepress, painatus ja jälkikäsittely. Puristuksen jälkeiseen käsittelyyn kuuluu monia prosesseja, mukaan lukien laminointi, kuumaleimaus, stanssaus, jakaminen jne. Koko tuotantoprosessissa ympäristön lämpötilalla on suuri vaikutus tarratuotteiden laatuun ja suorituskykyyn. Esimerkiksi mekaanisen teollisuuden standardi JB/T 9111-1999 "Tarratulostuskone" edellyttää, että tulostusympäristön lämpötila on 20 ℃± 2 ℃, ja paino- ja julkaisualan standardi CY/T 93-2013 "Tulostustekniikka" , Tarran laatu ja tarkastusmenetelmät" edellyttää, että testilämpötila on 23 ℃± 5 ℃. Kuitenkin monien painoyritysten todellinen tilanne on vaikea saavuttaa sopivaa tulostuslämpötilaa, mikä aiheuttaa sarjan tuotteiden laatuongelmia.
Ongelmaanalyysi:
Raaka-aineet nro 1, kuten kuvassa 1 näkyy, suurin osa tarran liimakerroksen liima-aineista on orgaanisia polymeerejä, jotka ovat erittäin riippuvaisia lämpötilasta. Toisin sanoen niiden mekaaniset ominaisuudet ja viskoelastisuus vaihtelevat ulkoympäristön lämpötilan ja tuotteen varastointiympäristön lämpötilan mukaan. Valitse ja konfiguroi liimoja, joilla on erilainen alkuviskositeetti ja viskositeetin säilyvyys sopeutumaan erilaisiin käyttöympäristöihin ja vastaamaan edelleen asiakkaiden tarpeisiin tuotteita.
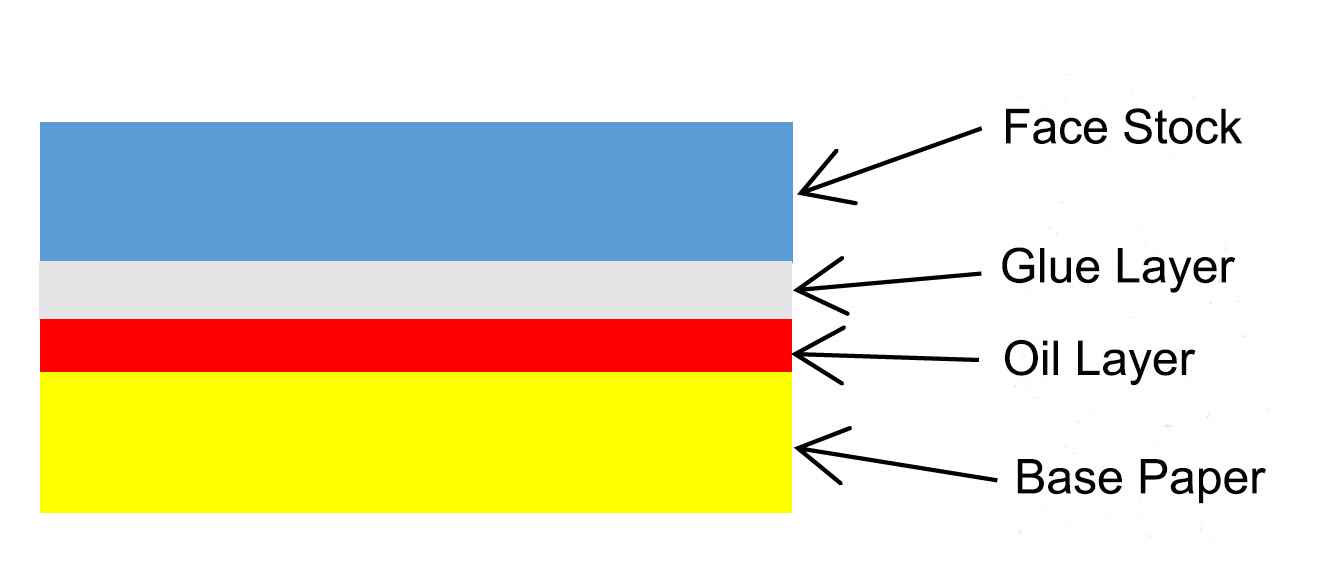
Kuva 1 Liimatarran rakennekaavio
No.2 tulostus, ympäristön lämpötilalla on myös suuri vaikutus tulostusta. Varsinkin talvella, kun lämmitystä ja ilmastointia ei ole, ulkolämpötila on alhainen, mikä johtaa koneiden, musteen ja painomateriaalien alhaiseen lämpötilaan. Otetaan esimerkiksi offsetpainatus, sen painoperiaate on suorittaa musteen siirto musteen ja vesitasapainon kautta, eli painolevyn sylinteri koskettaa ensin vesitelaan, jolloin painolevyn ei-graafinen hydrofiilinen osa kastellaan ensin , saatetaan sitten kosketukseen mustetelaan, niin että graafinen osa on musteella, sitten painolevyn kuvaosan muste siirretään ensin peittoon ja peittosylinteri siirtää musteen kuvan painomateriaaliin painerulla. Jos koneen ja laitteiden lämpötila on alhainen, siirtovaikutus vaikuttaa vakavasti. Samaan aikaan musteen alhainen lämpötila johtaa musteen korkeaan viskositeettiin ja alhaiseen juoksevuuteen, mikä estää mustetta virtaamasta hyvin mustetelojen välillä, jolloin musteen siirto ei ole tasaista ja tasaista, mikä johtaa epätasainen musteen väri tulostuspinnalla, mikä vaikuttaa painomateriaalien kuvavaikutukseen ja vähentää painomateriaalin määrää. Kuten kuvassa 2 ja kuvassa 3 näkyy, on esitetty kahden eri tuotteen paikalliset viat. Niistä kuvan 2 viivakoodin oikealla puolella on tulostusvirheitä ja kuvan 3 magentan kenttämusteen yläpuolella on tulostusvirheitä.

Kuva 2 Tulostusvirhe viivakoodin oikealla puolella
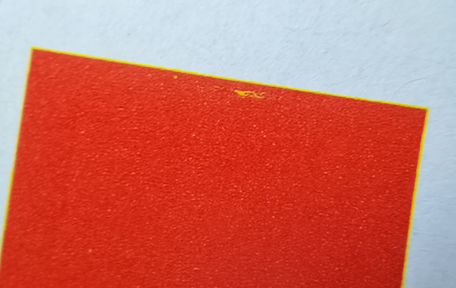
Kuva 3 Magenta kenttämusteen yläpuolella tulostusvirheitä
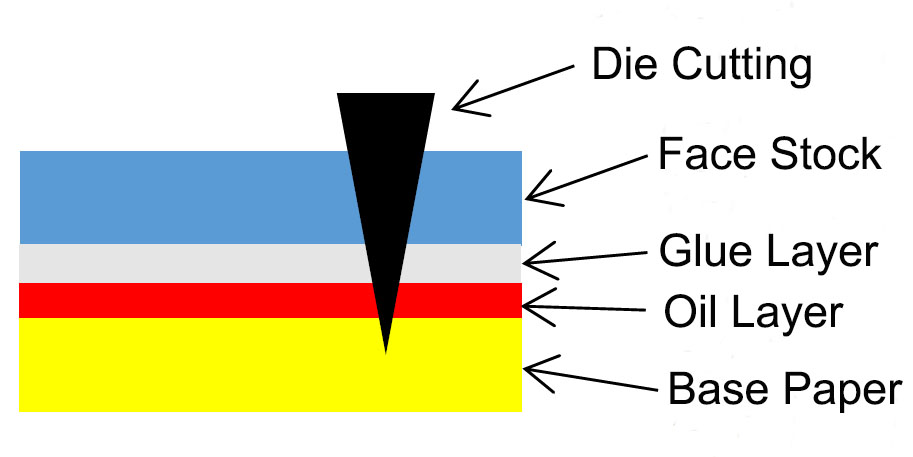
NO.3 stanssaus, stanssausvaikutuksen laatu ei liity vain itse stanssausleikkurilevyn ja paineen ongelmiin, vaan myös ulkoinen ympäristön lämpötila vaikuttaa stanssauksen tuotantoprosessiin. Tarkka stanssaus tarkoittaa, että stanssausveitsi leikkaa vain pintamateriaalin ja liimakerroksen (kuten kuvassa 4), kun taas väärä meistin voidaan jakaa kahteen tilanteeseen: matala meistin (kuten kuvassa 5) ja syvä stanssaus (kuten kuvassa 6). Näistä matala stanssaus aiheuttaa tarrojen poistamisen romun mukana, ja syvä stanssaus aiheuttaa pohjapaperin katkeamisen tai tarrojen irrottamisen. Kun ympäristön lämpötila on alhainen, itseliimautuvassa materiaalissa olevan liiman juoksevuus heikkenee, mikä johtaa siihen, että liimakerrosta ei leikata kunnolla pois stanssausprosessin aikana, mikä johtaa etiketin hylkäämisen ilmiöön, mikä ei vain vähentää tuotantonopeutta, mutta vaikuttaa myös tuotteen laatuun.
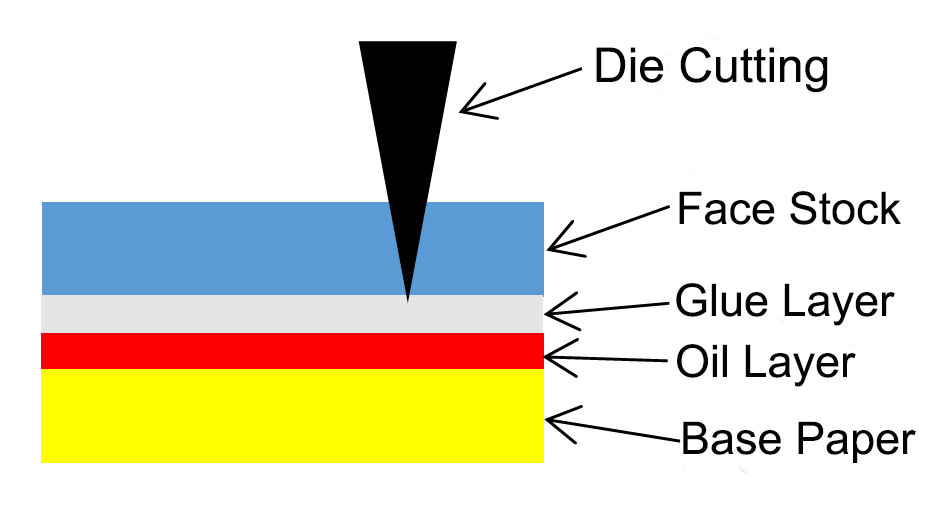
Kuva 4 Teräleikkuri leikkaa juuri pois pintamateriaalin ja liimakerroksen
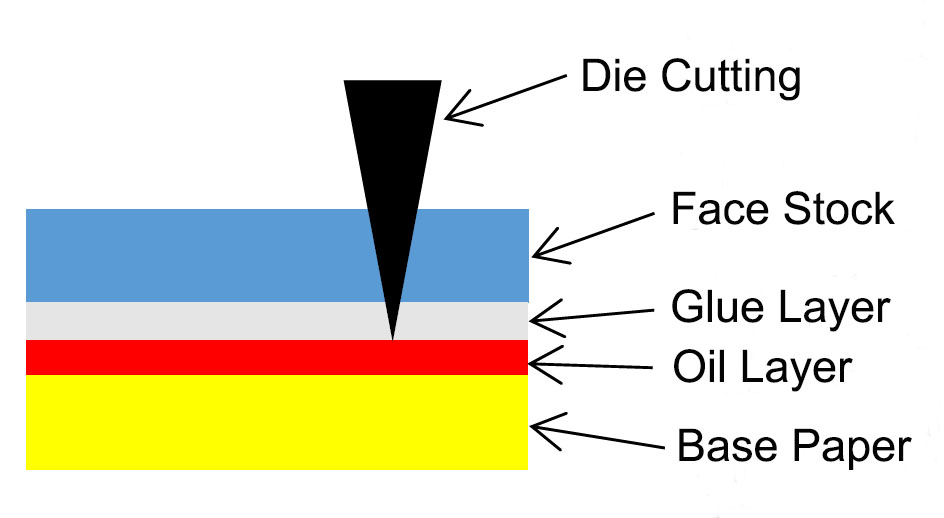
Kuva 5 Matala stanssaus
Kuva 6 Syvä stanssaus
Jos sinulla on lisää kysymyksiä, kirjoita meille
Jätä vain sähköpostiosoitteesi tai puhelinnumerosi yhteydenottolomakkeeseen, jotta voimme tarjota sinulle lisää palveluita!

Hyvin varustetuilla testauslaitteilla ja vahvalla teknisellä voimalla meillä on useita sisäänpäin suuntautuvia syväpainokoneita ja täysin automaattisia tarrapainokoneita.
Copyright © 2026 Shanghai Pure-easy Label Printing Co., Ltd. - Kaikki oikeudet pidätetään.