Professzionális egyedi matricanyomtató gyártó 2005 óta
Nyelv
Professzionális egyedi matricanyomtató gyártó 2005 óta
Egyszerűen fogalmazva, az öntapadó címkék gyártási folyamata három folyamatból áll: nyomdai előkészítés, nyomtatás és nyomdai utófeldolgozás. A préselés utáni feldolgozás számos folyamatot foglal magában, beleértve a laminálást, a melegsajtolást, a stancolást, az elosztást stb. A teljes gyártási folyamatban a környezeti hőmérséklet nagymértékben befolyásolja az öntapadós címketermékek minőségét és teljesítményét. Például a JB/T 9111-1999 mechanikai ipari szabvány, a "Ragasztott címkenyomtatógép" megköveteli, hogy a nyomtatási környezet hőmérséklete 20 ℃± 2 ℃ legyen, a sajtó- és kiadványipari szabvány pedig CY/T 93-2013, "Nyomtatási technológia" , Öntapadó címke minősége és vizsgálati módszerei" előírja, hogy a vizsgálati hőmérséklet 23 ℃ ± 5 ℃ legyen. Azonban sok nyomdai vállalkozás jelenlegi helyzetében nehéz elérni a megfelelő nyomtatási hőmérsékletet, ami egy sor termékminőségi problémát okoz..
Hogyan lehet zökkenőmentesen átvészelni a telet az öntapadós címkék gyártása?
Egyszerűen fogalmazva, az öntapadó címkék gyártási folyamata három folyamatot foglal magában: nyomdai előkészítést, nyomtatást és nyomdai utófeldolgozást.. A préselés utáni feldolgozás számos folyamatot foglal magában, beleértve a laminálást, a melegsajtolást, a stancolást, az elosztást stb. A teljes gyártási folyamatban a környezeti hőmérséklet nagymértékben befolyásolja az öntapadós címketermékek minőségét és teljesítményét. Például a JB/T 9111-1999 mechanikai ipari szabvány, a "Ragasztott címkenyomtatógép" megköveteli, hogy a nyomtatási környezet hőmérséklete 20 ℃± 2 ℃ legyen, a sajtó- és kiadványipari szabvány pedig CY/T 93-2013, "Nyomtatási technológia" , Öntapadó címke minősége és vizsgálati módszerei" előírja, hogy a vizsgálati hőmérséklet 23 ℃ ± 5 ℃ legyen. Azonban sok nyomdai vállalkozás jelenlegi helyzetében nehéz elérni a megfelelő nyomtatási hőmérsékletet, ami egy sor termékminőségi problémát okoz..
Problémaelemzés:
Nem.1 nyersanyagok, amint az 1. ábrán látható, az öntapadó címke ragasztórétegének legtöbb ragasztója szerves polimer, amely erősen hőmérsékletfüggő. Más szavakkal, mechanikai tulajdonságaik és viszkoelaszticitásuk a külső környezet hőmérsékletétől és a termék tárolási környezetének hőmérsékletétől függően változik. Válasszon és konfiguráljon különböző kezdeti viszkozitású és viszkozitás-megtartó ragasztókat, hogy alkalmazkodjanak a különböző használati környezetekhez, és jobban megfeleljenek az ügyfelek igényeinek termékek.
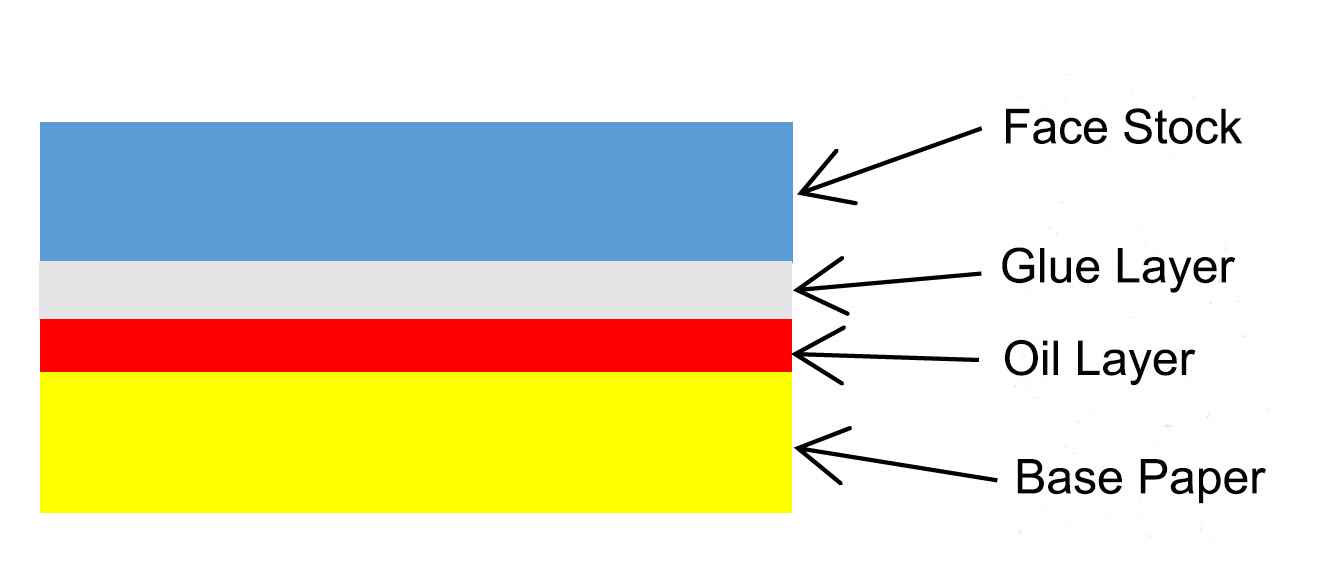
1. ábra Az öntapadó címke szerkezeti diagramja
Nem.2 nyomtatás esetén a környezeti hőmérséklet is nagy hatással van a nyomtatásra. Főleg télen, fűtés és légkondicionálás hiányában alacsony a külső hőmérséklet, ami a gépek, a tinta és a nyomdaanyagok alacsony hőmérsékletét eredményezi.. Vegyük például az ofszetnyomtatást, annak nyomtatási elve az, hogy a tinta átadását a tinta és a víz egyensúlyán keresztül fejezi be, vagyis a nyomólap hengere először érintkezik a vízhengerrel, így először a nyomólap nem grafikus hidrofil része kerül bevizezésre. , majd érintkezésbe hozzuk a tintahengerrel úgy, hogy a grafikai rész tintázva legyen, majd a nyomólapon lévő képrész tintája először a takaróra kerül, és a takaróhenger a tintaképet a nyomdaanyagra a a nyomógörgőt. Ha a gép és a berendezés hőmérséklete alacsony, az átviteli hatást súlyosan befolyásolja. Ugyanakkor a tinta alacsony hőmérséklete a tinta magas viszkozitásához és alacsony folyékonyságához vezet, ami megakadályozza, hogy a tinta jól folyjon a tintahengerek között, ami azt eredményezi, hogy a tintaátvitel nem sima és egyenletes, ami egyenetlen tintaszín a nyomtatási felületen, ami befolyásolja a nyomtatási anyagok képhatását és csökkenti a nyomtatott anyagok mennyiségét. A 2. és 3. ábrán látható módon két különböző termék helyi hibái láthatók. Ezek közül a 2. ábrán látható vonalkód jobb oldalán nyomtatási hibák, a 3. ábrán a bíbor mező tinta felső oldalán pedig nyomtatási hibák.

2. ábra Nyomtatási hiba a vonalkód jobb oldalán
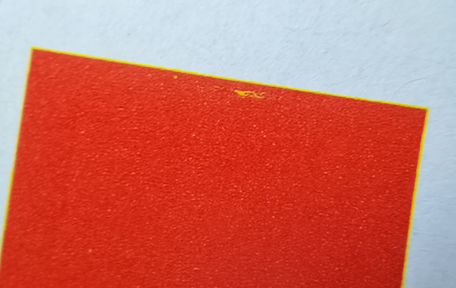
Ábra 3 Nyomtatási hibák a bíbormezős tinta felső oldalán
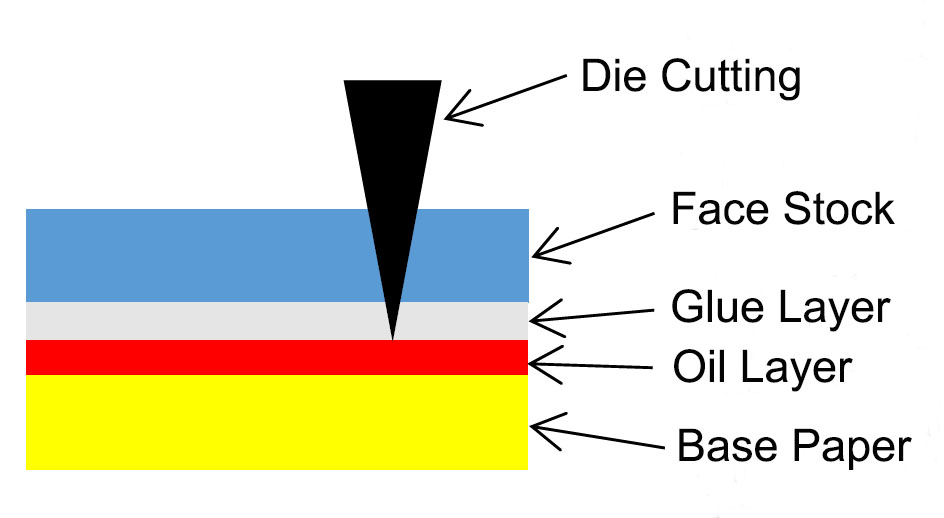
NEM.3 préselés, a stancolási hatás minősége nem csak magának a vágólemeznek és a nyomásnak a problémáihoz kapcsolódik, hanem a külső környezeti hőmérséklet is befolyásolja a stancolási gyártási folyamatot. A precíz kivágás azt jelenti, hogy a vágókés csak a felületi anyagot és a ragasztóréteget vágja le (ahogyan a 4. ábrán látható), míg a nem megfelelő stancolást két helyzetre lehet osztani: sekély stancolásra (az 5. ábra szerint) és mély préselés (a 6. ábrán látható módon). Közülük a sekély préselés következtében a címkéket selejt viszi el, míg a mély stancolással az alsó papír eltörik vagy a címkék elviszik. Ha a környezeti hőmérséklet alacsony, az öntapadó anyagban lévő ragasztó folyékonysága csökken, ami ahhoz vezet, hogy a vágási folyamat során nem sikerül jól levágni a ragasztóréteget, ami a címke elutasításának jelenségéhez vezet, ami nem csak a gyártási sebességet csökkenti, de hatással van a termék minőségére is.
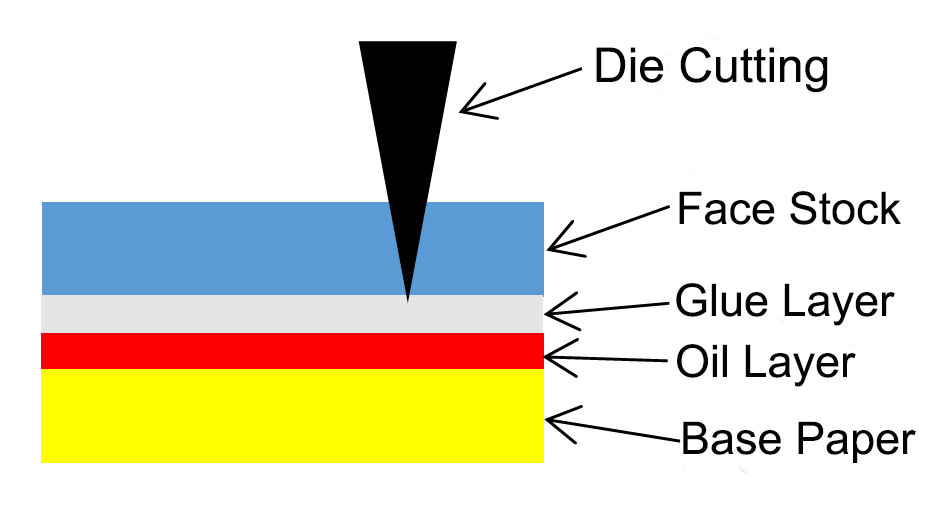
4. ábra A vágószerszám éppen levágja a felületi anyagot és a ragasztóréteget
5. ábra Sekély préselés
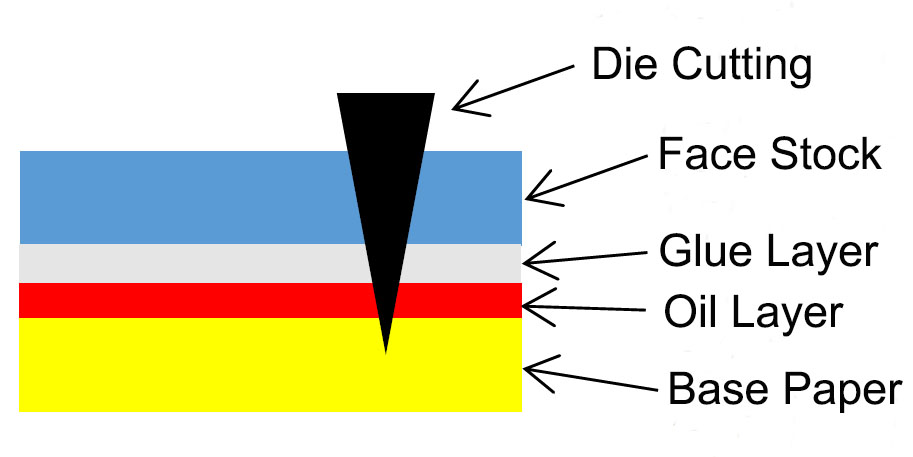
6. ábra Mély préselés
Ha további kérdése van, írjon nekünk
Csak adja meg e-mail-címét vagy telefonszámát a kapcsolatfelvételi űrlapon, hogy további szolgáltatást tudjunk nyújtani!

Jól felszerelt vizsgálóberendezésekkel és erős technikai erővel több befelé irányuló rotációs mélynyomó géppel és teljesen automatikus címkenyomó géppel rendelkezünk.
Copyright © 2026 Shanghai Pure-easy Label Printing Co., Ltd. - Minden jog fenntartva.