Professionele fabrikant van op maat gemaakte stickers sinds 2005
Taal
Professionele fabrikant van op maat gemaakte stickers sinds 2005
Simpel gezegd omvat het productieproces van zelfklevende etiketten drie processen: prepress, printen en postpress verwerking. Postpress-verwerking omvat vele processen, waaronder lamineren, warmdrukpersen, stansen, verdelen, enz. In het hele productieproces heeft de omgevingstemperatuur een grote invloed op de kwaliteit en prestaties van zelfklevende etiketproducten. Bijvoorbeeld, de mechanische industriestandaard JB/T 9111-1999, "Adhesive Label Printing Machine" vereist dat de printomgevingstemperatuur 20 ℃ ± 2 ℃ is, en de pers- en publicatie-industriestandaard CY/T 93-2013, "Printing Technology , Zelfklevende labelkwaliteit en inspectiemethoden" vereist dat de testtemperatuur 23 ℃ ± 5 ℃ is. De feitelijke situatie van veel drukkerijen is echter moeilijk om de juiste temperatuur voor het afdrukken te bereiken, wat een reeks problemen met de productkwaliteit zal veroorzaken.
Hoe zorg je ervoor dat de productie van zelfklevende etiketten soepel de winter doorkomt?
Simpel gezegd omvat het productieproces van zelfklevende etiketten drie processen: prepress, druk en postpressverwerking. Bij de verwerking na het persen zijn veel processen betrokken, waaronder lamineren, heetstempelen, stansen, verdelen, enz. In het hele productieproces heeft de omgevingstemperatuur een grote invloed op de kwaliteit en prestaties van zelfklevende etiketproducten. De mechanische industriestandaard JB/T 9111-1999, "Adhesive Label Printing Machine", vereist bijvoorbeeld dat de temperatuur van de printomgeving 20 ℃± 2 ℃ bedraagt, en de pers- en publicatie-industriestandaard CY/T 93-2013, "Printing Technology , Kwaliteit van zelfklevende etiketten en inspectiemethoden" vereist dat de testtemperatuur 23 ℃ ± 5 ℃ bedraagt. De feitelijke situatie van veel drukkerijen is echter moeilijk om de juiste temperatuur voor het afdrukken te bereiken, wat een reeks problemen met de productkwaliteit zal veroorzaken.
Probleemanalyse:
Nr. 1 grondstoffen, zoals weergegeven in figuur 1, zijn de meeste lijmen voor de lijmlaag van het zelfklevende etiket organische polymeren, die sterk temperatuurafhankelijk zijn. Met andere woorden, hun mechanische eigenschappen en visco-elasticiteit variëren met de temperatuur van de externe omgeving en de temperatuur van de productopslagomgeving. Selecteer en configureer lijmen met verschillende initiële viscositeit en viscositeitsbehoud om zich aan te passen aan verschillende gebruiksomgevingen en verder te voldoen aan de behoeften van klanten op het gebied van producten.
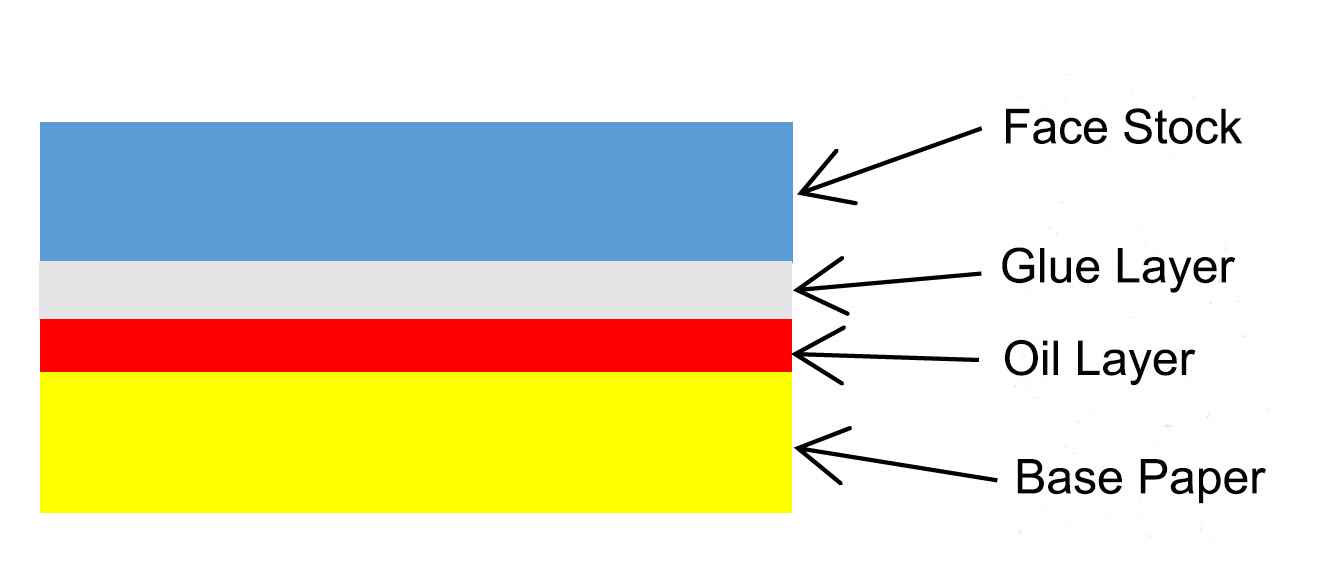
Figuur 1 Structuurdiagram van zelfklevend label
Nr. 2 printen, de omgevingstemperatuur heeft ook een grote invloed op het printen. Vooral in de winter, als er geen verwarming en airconditioning is, is de buitentemperatuur laag, wat resulteert in lage temperaturen van machines, inkt en drukmaterialen. Neem offsetdruk als voorbeeld. Het drukprincipe is om de inktoverdracht te voltooien via de inkt- en waterbalans, dat wil zeggen dat de drukplaatcilinder eerst in contact komt met de waterrol, zodat het niet-grafische hydrofiele deel van de drukplaat eerst wordt bewaterd. , vervolgens in contact gebracht met de inktrol, zodat het grafische deel wordt geïnkt, vervolgens wordt de inkt van het afbeeldingsgedeelte op de drukplaat eerst overgebracht naar de deken en de dekencilinder brengt het inktbeeld over op het afdrukmateriaal onder invloed van de aandrukrol. Als de temperatuur van de machine en apparatuur laag is, wordt het overdrachtseffect ernstig beïnvloed. Tegelijkertijd zal de lage temperatuur van de inkt leiden tot de hoge viscositeit en lage vloeibaarheid van de inkt, waardoor de inkt niet goed tussen de inktrollen kan stromen, waardoor de inktoverdracht niet soepel en uniform is, wat resulteert in ongelijkmatige inktkleur op het afdrukoppervlak, wat het beeldeffect op de afdrukmaterialen zal beïnvloeden en de hoeveelheid drukwerk zal verminderen. Zoals weergegeven in Figuur 2 en Figuur 3 worden de lokale defecten van twee verschillende producten getoond. Onder hen heeft de rechterkant van de streepjescode in Figuur 2 printfouten, en de bovenkant van magenta veldinkt in Figuur 3 heeft printfouten.

Figuur 2 Afdrukfout aan de rechterkant van de streepjescode
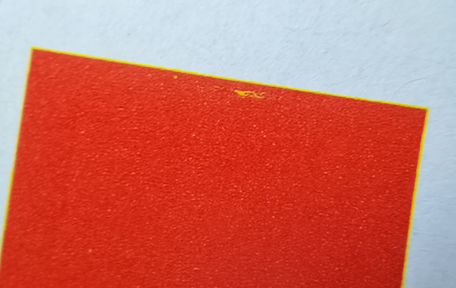
Figuur 3 Drukfouten aan de bovenzijde van magenta veldinkt
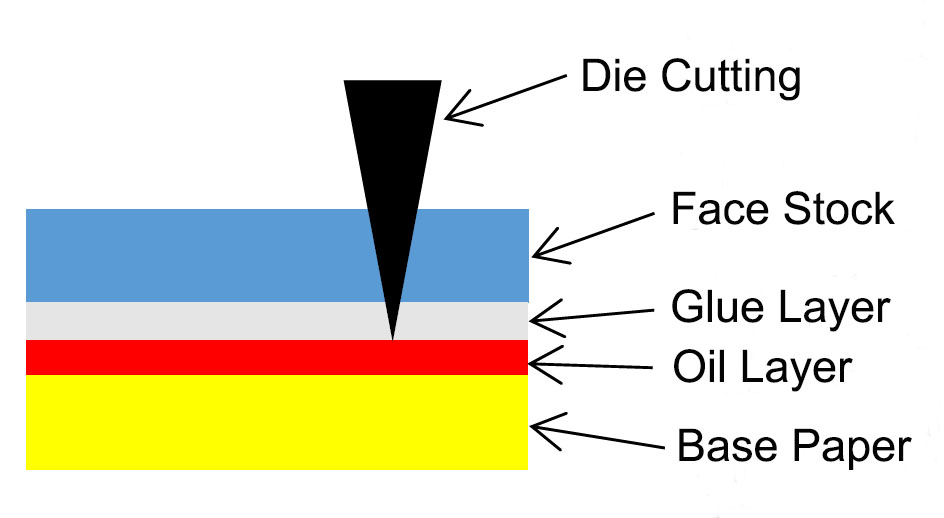
NO.3 stansen, de kwaliteit van het stanseffect houdt niet alleen verband met de problemen van de stansplaat zelf en de druk, maar ook de externe omgevingstemperatuur zal het stansproductieproces beïnvloeden. Nauwkeurig stansen betekent dat het stansmes alleen het oppervlaktemateriaal en de lijmlaag afsnijdt (zoals weergegeven in Figuur 4), terwijl onjuist stansen in twee situaties kan worden verdeeld: ondiep stansen (zoals weergegeven in Figuur 5) en diep stansen (zoals weergegeven in figuur 6). Onder hen zorgt ondiep stansen ervoor dat labels door schroot worden verwijderd, en diep stansen zorgt ervoor dat het onderste papier breekt of door labels wordt weggenomen. Wanneer de omgevingstemperatuur laag is, neemt de vloeibaarheid van de lijm in het zelfklevende materiaal af, wat ertoe leidt dat de lijmlaag niet goed wordt afgesneden tijdens het stansproces, wat zal leiden tot het fenomeen van het afkeuren van labels, wat niet het geval is. vermindert alleen de productiesnelheid, maar heeft ook invloed op de productkwaliteit.
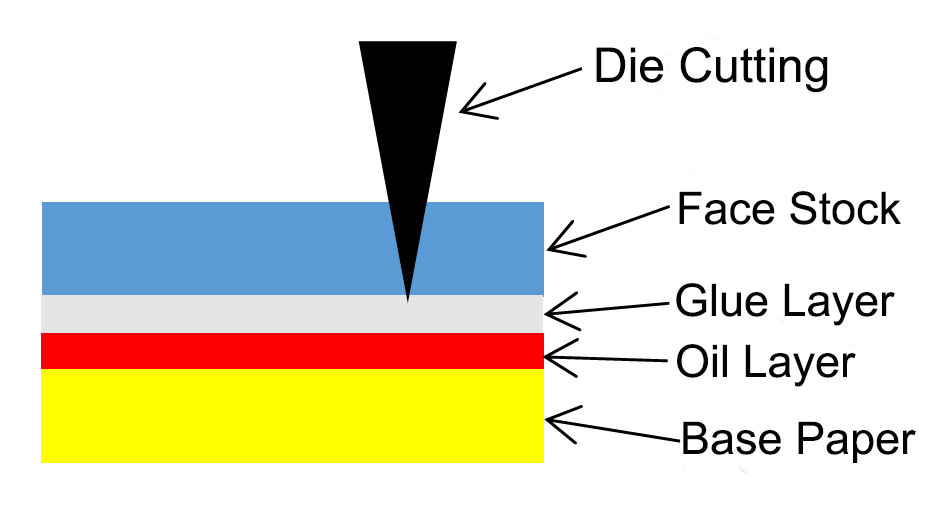
Figuur 4 De stanssnijder snijdt alleen het oppervlaktemateriaal en de lijmlaag af
Figuur 5 Ondiep stansen
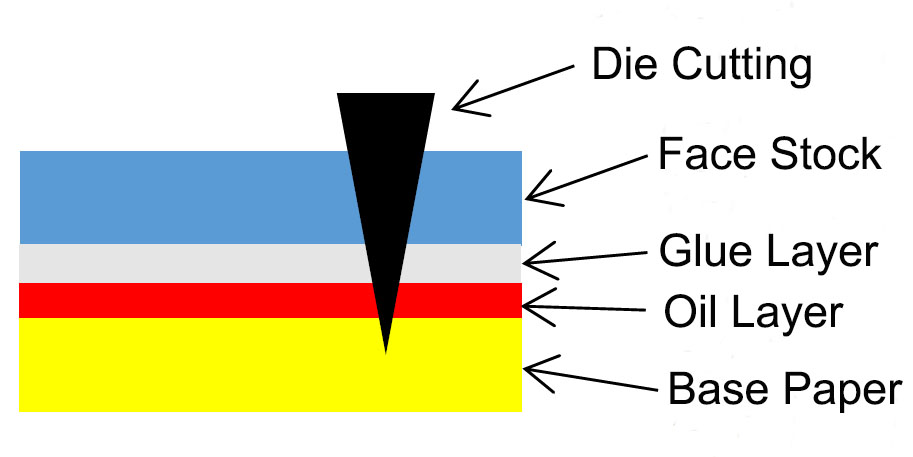
Figuur 6 Diep stansen
Als je meer vragen hebt, schrijf ons dan
Laat uw e-mailadres of telefoonnummer achter op het contactformulier, zodat we u van meer diensten kunnen voorzien!

Met goed uitgeruste testapparatuur en een sterke technische organisatie beschikken wij over diverse diepdrukmachines en volautomatische etikettendrukmachines.
Copyright © 2026 Shanghai Pure-easy Label Printing Co., Ltd. - Alle rechten voorbehouden.